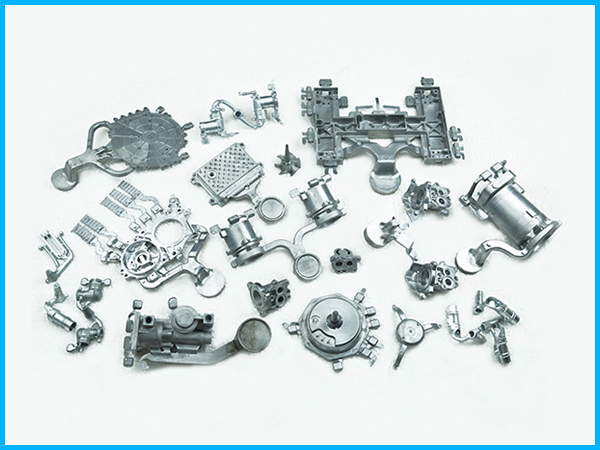
铝合金压铸是工作压力铸造的构件,应用工作压力铸造机,安裝模貝,将铝或铝合金型材加温成液体,放进压铸机的入口,在压铸机铝压铸后,铸造需要的铸件。
铝铸件广泛运用于摩托生产制造.电动机生产制造.汽车工业.燃气轮机生产制造.汽油泵生产制造.园林绿化.传动机械设备制造.仪器仪表.建筑装饰设计等领域。
优良的铝铸件铸造温度,维持形状记忆合金优良的流通性,减少组织应力,避免裂开。一般来说,铸造温度是由原材料种类和锭规范确定的。假如温度不适合,內部应力提升,使铸件发生裂纹和裂纹。即便温度低也不起作用,进而在锭表面冷分离出来,造成炉渣等缺点,乃至裂纹,在最坏的情形下,铸造不容易继续。
表面部位也很重要,假如过低,原材料的热裂开发展趋势便会提升,假如太重,会影响铸造全过程。因为液体表面的地方过高,钢锭的过柱提升,即便液体表面的高宽比越来越太适合,也不起作用。
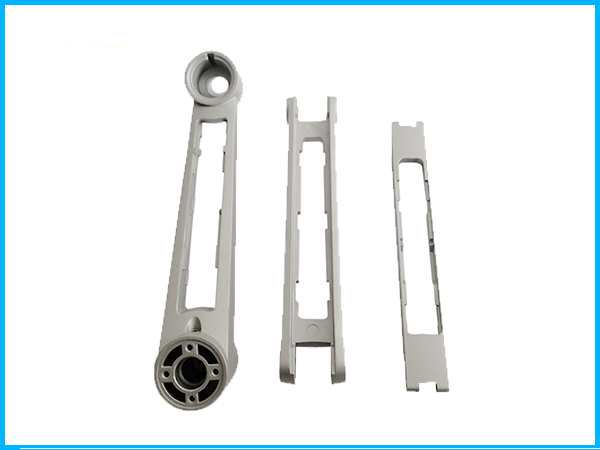
铝铸件的品质规定:
铸件不应该有裂纹.冷隔.沙孔.孔隙.炉渣孔.收缩松和空气氧化渣等缺点。铸件的非生产加工表面应具备光泽.平整.铸件标识清楚,在自来水.用嘴清理后,应与铸件表面平整。铸件务必合乎GB/T6414或GB/T11351的有关要求或需求方给予的图样或图案设计需要的规格和误差。铸件不可用锤子敲打.阻塞.渗入等方法除去泄漏。
冷却也是铝铸件热处理工艺全过程的关键流程,冷却方式因加工工艺而异,关键控制冷却速度。一般来说,退火的冷却速度比较慢,正火的冷却速度快,热处理的冷却速率也快。殊不知,依据钢的种类,有不一样的规定,比如,空硬钢能够在冷却速度下开展冷却,如正火。
铝铸件在运用时历经一些分配,最后没法实现大家的规定,但很多客户不清楚详细的分配全过程,下边讲解怎样为您组织铝铸件!
1.浇灌,除去水流罐和毛边,一般 选用压榨机。激光切割后,它一般并不是体力活。假如无法用压榨机除去,能够手动式除去,但不可导致肉类紧缺或变形。
2.当必须维修商品时,沙机.三角杆抛光机或抛光机能够点亮光源,不太不太好的位置用剃刀和磨砂开展清理。
3.当铝变形产生时,务必改正专用型胎具和机器设备,处理矫正退火和老化。