在生产方面。
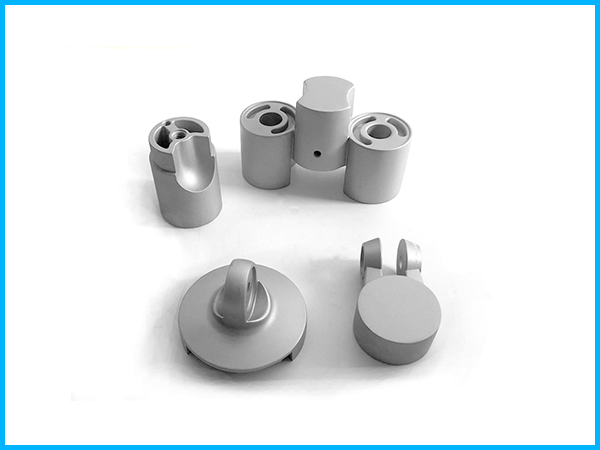
制造工艺:目前中国大陆的铝合金压铸厂主要采用以下工艺制造坯料。
低压力铸造
目前中国大陆铝合金压铸的主流工艺,90%的厂家都是采用这种工艺生产的,这种工艺所生产的产品主要销往OEM及海外零售市场。
中国大陆目前在低压铸造工艺方面已经比较成熟,其优点是设备成本适中,生产效率高,材料利用率高,适用于生产管理的少人化。
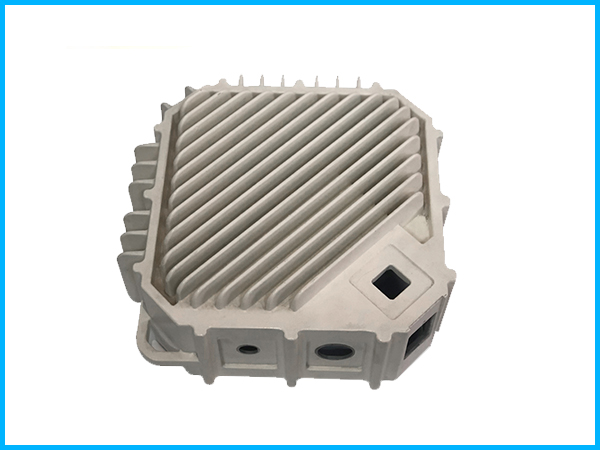
引力铸造
目前国内有15%左右的压铸厂仍保留重力铸造生产工艺,产品主要面向国内及海外零售市场。其优点是设备成本低,模具便宜,产品辐照质量好,缺点是金属利用率低,生产效率低,性价比低,在铝合金压铸行业中有逐渐被边缘化的趋势。
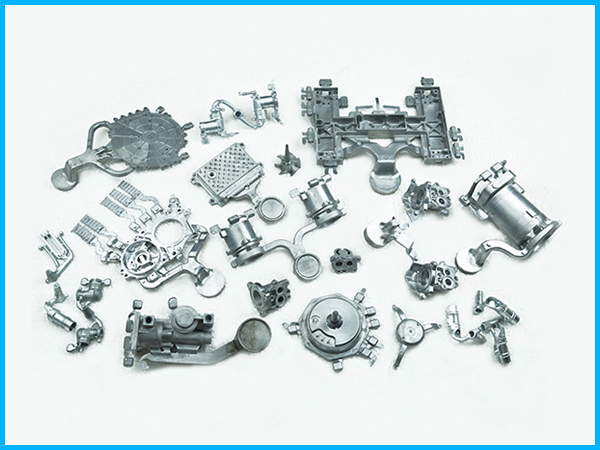
锻压。
冲压工艺较为高端,目前国内仅有约10%的压铸厂采用此工艺生产,产品主要供应国内外大巴、货车和高档轿车市场。优势在于产品内在质量好,产品强度高,质量轻;劣势在于设备成本高,传统的锻造工艺所产生的产品轮辐造型只能通过铣削加工来完成,金属利用率低,生产效率不高。
铸旋压力
“低压铸造+旋压”和“重力铸造+旋压”两种铸造工艺;此工艺是铸旋工艺中的主流工艺,做OEM产品的压铸厂大多采用此工艺,而做海外零售市场的压铸厂,则少有采用“重力铸造+旋压”工艺,理论上说,此工艺是行得通的,它确实把重力铸造和旋压两种工艺的优点结合起来,产品质量得到提高,但由于坯料采用重力铸造工艺生产,所以此工艺经济性极差,生产成本较高。
液体模锻
现在大陆只有两个压铸厂采用这种工艺生产,设备和技术都来自韩国。实际上,这一工艺并非锻造,应归为高压铸造类,它是将一定量的铝合金溶液直接浇注到模具中,并连续地施加机械静压力,使金属在压力下结晶凝固,并强制消除因凝固收缩而产生的缩孔缩松,从而得到无铸造缺陷的铝合金液态模锻毛坯。相对于传统的锻造工艺,它具有设备投入低、产品可直接成形、机械性能一般比普通铸件高、接近甚至达到锻造水平,同时又不具有锻件中常见的各向异性等优点。其不足之处是液态模锻制品和传统的锻件一样,需要铣削来完成轮辐的造型。
差压铸造
现在大陆的压铸厂,主要是台湾的六和系统,只有少数几家采用保加利亚的压铸技术和设备。差压式铸造是从低压铸造衍生而来的一种铸造方法,与低压铸造不同,差压式铸造在密封罩内部,该模具处于密封罩内气体压力之下,铝水充填时保温炉气压力大于密封罩内气体压力,由于该铸件是在较高的压力下结晶凝固的,因此其致密度较高,铸件的成型率较高。其不利之处是设备费用和维护费用。